Non-destructive testing consists of a series of examinations, tests and surveys aimed at finding and identifying defects in the structure itself. These checks are carried out using methods that do not alter the material and do not require the destruction or removal of samples from the structure under examination.
The main methods we offer are:
Why carry out non-destructive testing:
At the end of each inspection we take care of drawing up a certified report with final results and documented photos, in order to have a complete record of the machine.
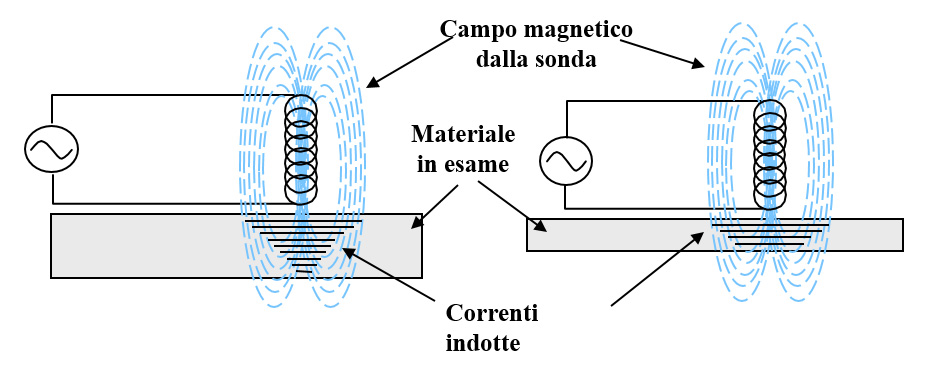
Induced currents
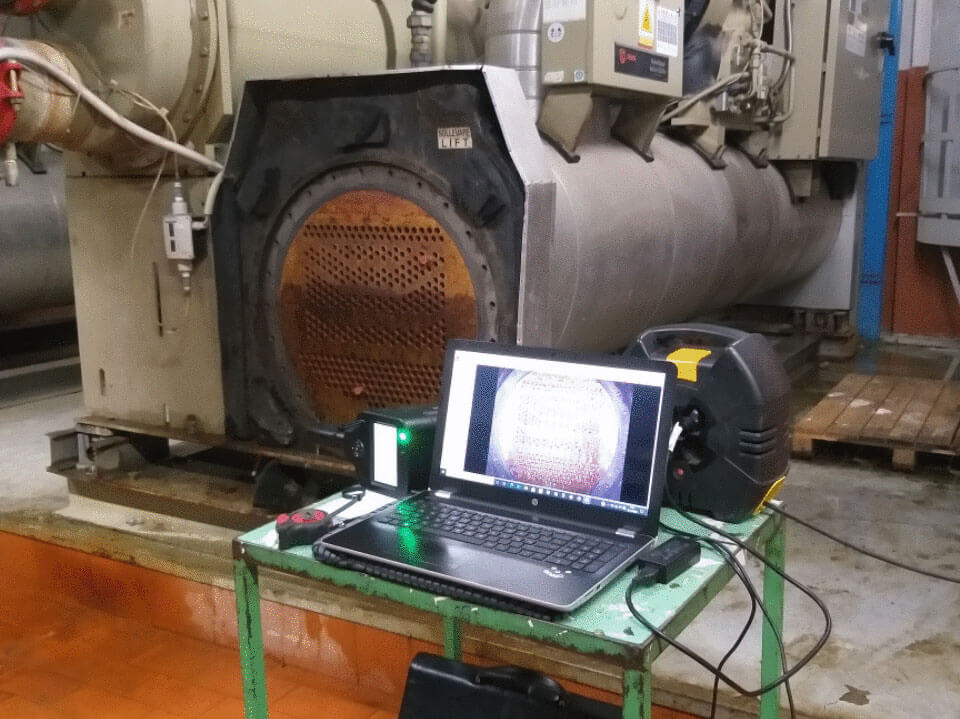
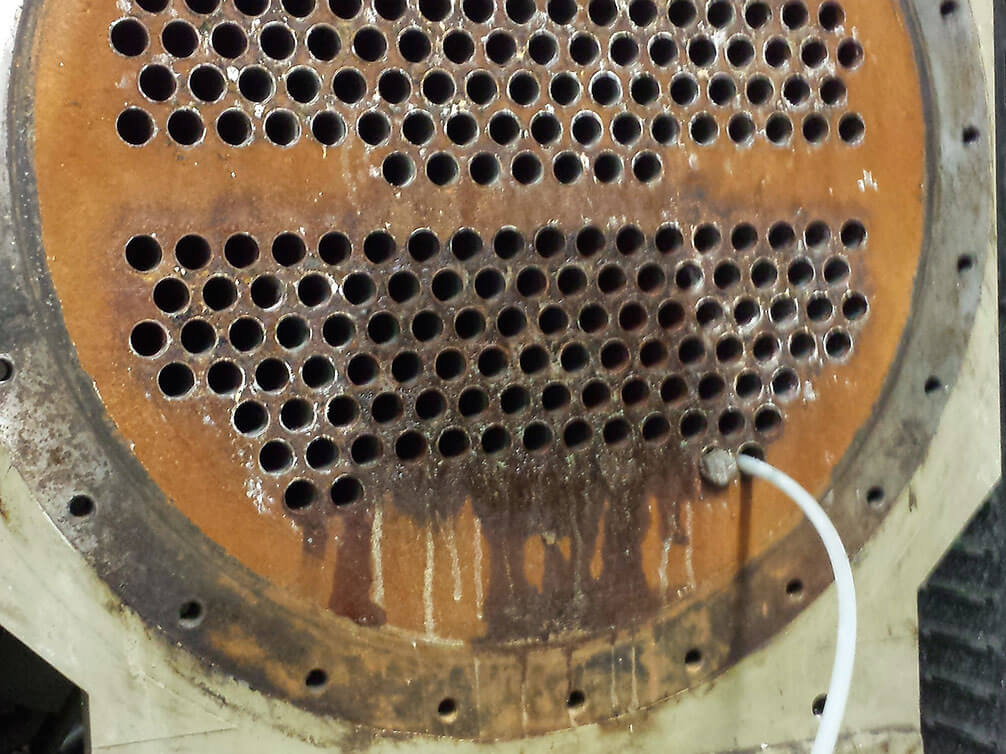
Tube Testing, non-destructive testing with eddy currents, involves the induction of small electrical currents within a conductive material. It then allows us to observe the interactions created between the material and the currents. A number of factors within the material will influence the flow of induced currents within it. The behaviour of the induced currents in relation to these factors is the result of the test.
Currents can be applied to exchangers, cylinders, tubes, plates and coatings, and provide a means of measuring connectivity, detecting discontinuities and determining the thickness of coatings and plating. This type of non-destructive testing is most often used in the aircraft industry to detect material removal due to corrosion and erosion. It is also useful for inspecting pipes for power generation and petrochemical plants.
Benefits of Tube Testing:
Ultrasonic examination
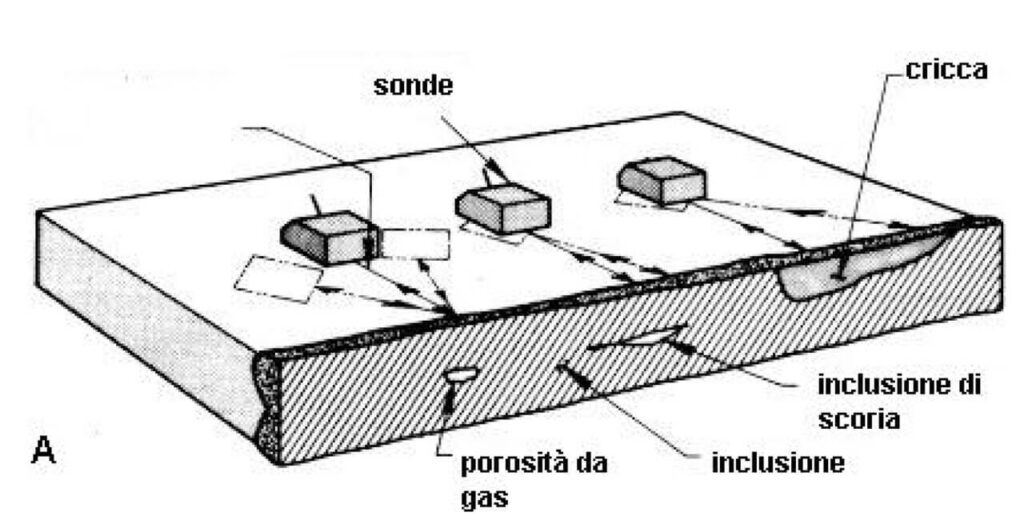
Ultrasonic inspection is a non-destructive testing method. In this case, elastic waves, more precisely high-frequency mechanical vibrations, are introduced into the material to be examined. They are used to highlight surface or internal defects, measure the thickness of materials, measure the distance and size of defects.
The ultrasonic non-destructive method makes it possible to detect defects even at considerable depths and in internal parts of the element, provided that it is a conductor of sound waves. It is widely used for the inspection of welds and pressure equipment.



Nel controllo non distruttivo con esame visivo (VT) l’interpretazione e la valutazione dei risultati viene effettuata oggettivamente dall’operatore. Quest’ultimo agisce in base a specifici parametri di accettabilità della particolare difettologia del componente in esame. Naturalmente la competenza tecnica e la grande esperienza del personale addetto ai controlli sono essenziali per assicurare sensibilità e affidabilità del risultato dell’esame visivo.
Visual inspections are generally used to detect specific surface and/or dimensional features such as alignments, shapes and dimensions of machine, plant and manufactured components, surface condition, etc.
Every two years, the staff carrying out the VT checks undergoes a thorough eye examination. The examination tests both the visual capacity (direct or corrected) and the ability to distinguish colours.
The most commonly used equipment for performing visual examinations are borescopes, endoscopes, fiberscopes and micro-cameras. The instruments to be used are chosen on a case-by-case basis according to the geometric, dimensional and structural characteristics of the surface to be analysed.


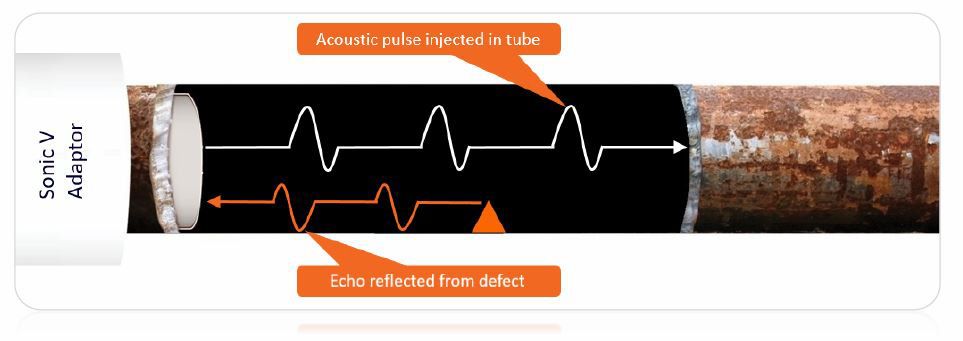
Acoustic Pulse Reflectometry (APR) is an innovative method of Non-Destructive Testing (NDT) for inspecting pipes.
The principle behind the APR is to inject an acoustic pulse into the air enclosed by the tube, which will propagate along the axis of the tube. Any change in the cross-sectional area of the pulse path will create reflected waves, which will propagate back up the tube. These changes in the cross-sectional area of the inner diameter (ID) can be caused by obstructions within the pipe, by wall leakage at the pipe ID or through holes in the wall (TWH). They can also be caused by structural events on the pipe such as U-bend, rolling of the pipe from pipe sheet, end of pipe (EOT).
These reflections bring valuable information: the type of defects, if any, the position and the sizing of the data can be extracted from the analysis of the acquired signals.
Advantages of the Acoustic Pulse Reflectometry method:
Defect detection
Practical solution
Full ID cover for all types of pipesi



The Eddy Current method is another of the non-destructive tests used by our technicians. During the procedure, eddy currents are induced by means of special conductors. This type of test is one of the most widely used electromagnetic tests in the field of non-destructive testing.
This method uses electromagnetic induction to detect and analyse surface and sub-surface defects that can occur in conductive materials. More specifically, it allows crack detection, material and coating thickness measurement, material identification and heat damage detection. It is also an excellent solution for monitoring heat treatment.
We use state-of-the-art, reliable and precise instruments for this test. Naturally, we also offer our customers many years of experience and expertise. This enables us to guarantee highly satisfactory results every time.
Advantages of the Eddy Current method:

Via Pilamiglio 25
41057 – Spilamberto – MO
Tel. 059 9772485
Fax. 059 781100
E.mail info@tellinieboschelli.it
© Tellini & C. S.r.L. | Fiscal Code / VAT No. / Registration No. MO 02742780360
Privacy Policy | Cookie | Sitemap | Powered by Seo Siti Marketing